技术分享|不同种类单模光纤熔接后的外观和熔接质量之间的关系(一)
作者:赵麟(藤仓中国)
摘要:
本文探讨了对不同种类单模光纤进行熔接的时候,所发生的外观上和性能上的问题。在长距离通信网络中,由于有时候需要混合使用不同种类的G.655非零色散光纤,并将G.655光纤和标准的G.652光纤在配线架里面进行熔接,所以不同种类单模光纤进行熔接的应用已经存在了一段时间。近年来,由于通信网络中新增了弯曲不敏感光纤(G.657) 以及低损耗纯硅纤芯光纤(G.654) ,所以不同种类单模光纤的熔接变得越来越普遍。在熔接不同种类单模光纤的时候,经常会在熔接机显示屏幕上的光纤影像里面看到光纤熔接点上面存在竖直的阴影或者是线条。我们能够解释产生可见条纹的原因,并且对相关不同种类单模光纤的熔接进行光学表现以及强度信赖性方面的测试。
关键字:光纤熔接,熔接损耗,不同种类光纤,SMF,单模光纤,MFD,模场直径,G.652,G.654,G.655,G.657,PAS,侧面对准系统,纤芯对准,熔接机里面的气泡,切割不良。
1.引言
现今不同种类的单模光纤被频繁混合使用于光纤网络。这类光纤所需的特性取决于种类,例如1TU-T G.652 (“标准”SMF) ,G.653 (DSF),G.655 (NZDS) 。近来,增加了适应弯曲不敏感需求的G.657,另外也有满足G.654要求的光纤。各个厂家使用各种各样的光纤构造和折射率分布来达到ITU的式样要求。于是,根据网络的需求大量不同种类光纤的需要各自熔接,亦或是和传统的G.652单模光纤进行熔接。
当两个不同种类单模光纤被熔接到一起的时候,在熔接机的显示屏上面的熔接点上可能会出现可见的条纹。这就会给使用者带来很多问题和困扰,包括质疑这类熔接的损耗和信赖性。
由于在熔接点上面的可见异常现象(例如竖直的线条)会造成熔接机发生气泡报警,和之前的问题和困惑叠加在一起就变得更加复杂。因此如何辨别真实气泡和竖直线条的差异,以及如何判定是一个真实的气泡,亦或仅仅是熔接机影像内的可见瑕疵就显得极其重要。
2.讨论熔接中发生的气泡
在对气泡、其他的熔接瑕疵亦或是可见的异常现象进行讨论的时候,有必要对影响熔接外观以及影响实际的熔接损耗和熔接质量的一些因素进行考量。不常见的熔接外观有可能会对熔接的损耗产生影响,也有可能不会产生影响。
2.1 影响熔接外观的因素
一个实际存在的气泡(在玻璃的内部造成了含有气体的孔洞)或者在熔接的时候被嵌入到内部的污染物有可能会在熔接后的影像上面产生黑色的点。在有些情况下,类似于在切割端面上的毛刺这样的由切割产生的瑕疵有可能也会产生可见的黑点。在另外一些比较少的情况下,如果熔接机的放电功率过高或者过低,也会对熔接后的影像造成影响。近些年,随着不同种光纤熔接的广泛运用,两种光纤结构上的差异性会造成两种光纤在熔接后,熔接后的光纤影像上面,熔接点的位置上产生可见的竖直线条。
2.2 影响熔接损耗的因素
纤芯对准不良
气泡或者是真实的熔接瑕疵
左右两边光纤的模场直径不同
放电或者是加热的参数不合适
2.3 在熔接点的气泡
在熔接点内的黑点可能预示着一个真实存在的气泡。这样的黑点也有可能是由于陷入到熔接后光纤内部的污染物亦或是在光纤表面的污染物所造成的。
在有些情况下,如果在被熔接后光纤的切割端面上存在毛刺的话,这样的切割瑕疵会在光纤熔接完成后,造成残留在光纤表面的扭曲变形,并且这种情况同样会造成在光纤影像中的黑点。
在熔接影像上的黑点,一般来说操作人员可以很容易地将其和熔接点上的竖直线条区分开来。然而在某些情况下,在熔接点上的黑暗线条可能会在熔接机的上面造成气泡报警。在下面的图1左,显示了一个真实存在的气泡。在这个例子里面气泡表现的十分明显,在X和Y两侧的垂直摄像头的影像中展现出非常大的不良,并且光纤的外观形状也被放大和扭曲了。
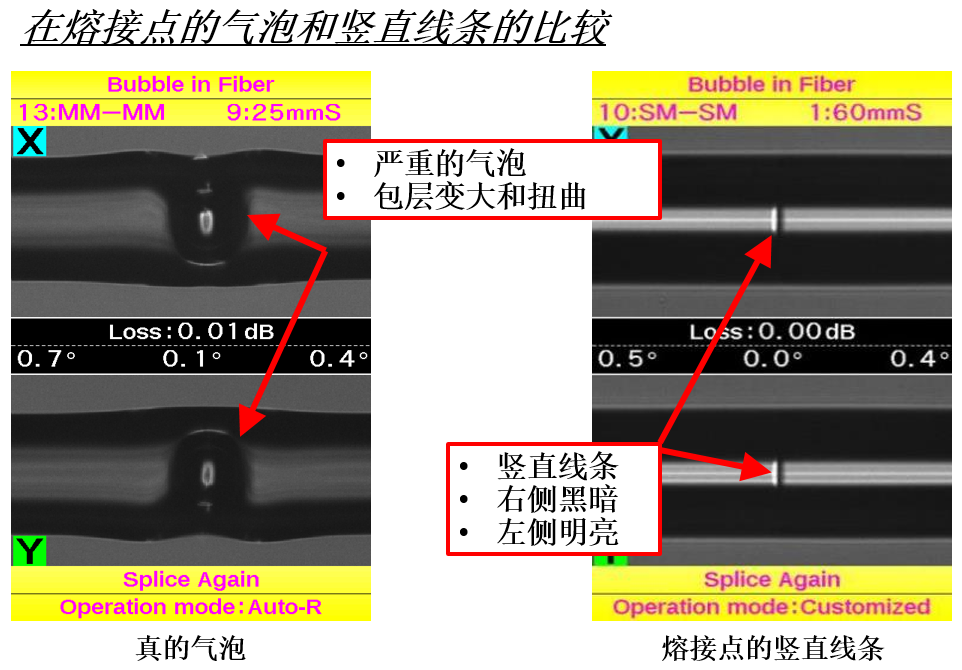
图1. 这两张图片展示了真实的气泡和虚假的气泡的例子,虽然熔接机的报警都是气泡报警,但是左边的多模光纤的真的气泡会发生明显的形变,而右边虚假的气泡只是在中间的位置存在明暗的竖线。
在图1右显示的熔接影像也会使熔接机产生气泡报警,但是并没有实际的气泡存在。在这个影像里面,黑暗的竖直线条足以使熔接机触发气泡报警。竖直线条是由两种光纤在结构上的差异性所造成的。不是反映熔接损耗或者质量的可信依据。在本篇论文之后的几个章节里面,会对在许多不同种类光纤熔接的时候产生可见竖直线条的现象进行解释。
在图1左展示的一个实际存在的气泡非常大而且明显。然而,它也有可能被显示为仅仅是一个小的黑点。这样的黑点一般来说呈圆形,并且可能在X和Y两侧摄像头的图像上都可以看到,也可能仅仅在一侧的摄像头图像上面。有些时候很难判断这是一个真实存在的气泡,还是仅仅是在光纤表面的微小而且无伤大雅的瑕疵。如果黑点在X和Y两侧的影像上都有显示的话,造成瑕疵的位置就靠近光纤的纤芯,而且很有可能是一个真实的气泡,或者是一些会造成损耗变大的不良。如果黑点仅仅显示在一侧的摄像头影像上的话,就有可能是一个在光纤表面的不重要的瑕疵。在这种情况下,使用再次放电的功能可以帮助我们去判别黑点是真实存在的气泡还是表面的瑕疵。在熔接完成之后再次追加放电的话,由真实存在的气泡所造成 的的黑点因为陷入光纤内部的气体受热膨胀,一般情况下会被放大。如果像下面图2所表示的那样,黑点逐渐消失,那么黑点就是光纤表面的瑕疵,会伴随着光纤表面的再次融化而被消除。
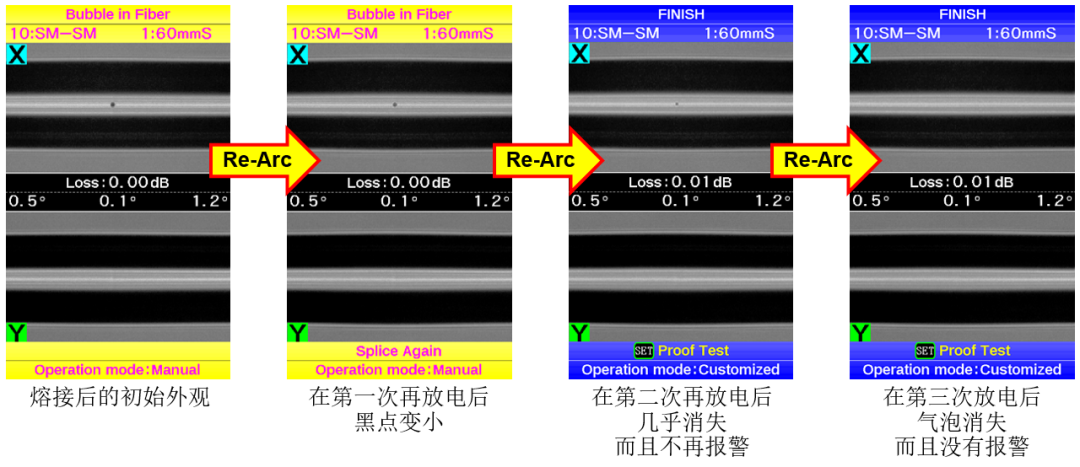
图2.使用再次放电来判断黑点是不是真实存在的气泡
3.本次研究所需光纤的选型
为了进行本次研究,我们选择了三种不同的单模光纤,首先是标准的G.652.D光纤用来进行同种光纤的熔接,以提供一个和不同种光纤熔接相比较的参考,然后是G.652.D和G.654.C,以及G.652.D和G.655.D,提供了两种差异性很大的不同种光纤的熔接,G.654.C和G.652.D在折射率分布上面有着很大的差异,但是模场直径上的差异较小,G.655.D和G.652.D在折射率分布上的差异性较小,但是模场直径上的差异较大。
4.测试和分析的细节
为了学习这三种不同种类单模光纤的熔接组合,注明了光纤的模场直径(MFD) 和折射率分布。在光纤被熔接之后,熔接的损耗和强度也进行了测量。
4.1 熔接前的光纤准备
使用一般光纤熔接现场所使用的方法来准备光纤。这样的话,光纤的强度就取决于操作人员的能力。
在这次实验当中,使用传统的手持式剥除工具进行光纤涂覆层的剥除。剥除后的光纤使用酒精浸泡的纸用手进行擦拭。每次清洁光纤的时候都会使用新的擦拭纸。切割光纤使用的是普通的藤仓CT-30切割刀。
4.2 光纤熔接
为了将对芯错误所造成的熔接损耗的影响最小化,本次实验中进行熔接的设备是具有纤芯对准功能的熔接机。由于对芯方面所造成的影响已经很低,熔接损耗的结果主要取决于进行熔接的不同种光纤的特性上面的区别。
为了能够在对芯的精度上达到亚微米的级别,本次研究所使用的纤芯对准的熔接机配备了PAS技术(侧面对准系统)。一个高质量的PAS纤芯对准熔接机的对芯精度通常在0.1μm以内或者更低,基本上可以消除光纤几何形状(纤芯对包层的偏心率)以及对芯错误,这两大造成熔接损耗的因素。
更多关于PAS熔接机光学分析系统的解释和纤芯对准的方法在第6章会进行描述。
4.3 熔接结果测试
为了能够完全展示熔接结果的特性,不但会测量熔接的损耗还会测量熔接的强度。从光纤熔接机上的光学分析系统所得到的熔接光纤的影像也会被保存下来,以分析熔接后光纤的外观和测量结果之间的联系。
4.3.1 测量熔接的损耗
使用稳定的激光光源和光功率计来进行熔接损耗的测量。考虑到和测量光纤MFD的一致连贯性,所有熔接损耗的测量都使用1550nm的波长。
4.3.1 测量熔接的强度
熔接强度的测量使用的是藤仓FSR-07的涂覆机,其配备完整的验证试验和拉力试验的能力。熔接后的光纤会被盘旋缠绕然后直到拉断,然后根据FOTP-28 [1]的测试方法计算拉力测试的应变率。
4.4 测量光纤的特性
为了便于理解熔接的结果,光纤的重要特性也会被测量。
4.4.1 测量模场直径
如以下表1所示,每种光纤的MFD都进行了测量。测量所使用的的设备是运用了光纤远场测试技术[2]的Photon公司的LD8900 HDR。在这次实验中MFD的测量使用了1550nm波长的光源(安捷伦的稳定激光光源)。

表1.在1550nm下的模场直径测量
4.4.2 测折射率分布
测量折射率分布所使用的是IFA-100测量系统[3]。
这套系统独一无二的特性在于可以从光纤的侧面横切地测量折射率的分布(通过基于相位的技术),而不像折射率分布系统那样使用近场折射测量技术需要连接切割后光纤的终端。
由于IFA-100通过光纤的侧面横切的进行测量,可以在光纤长度上的任意点进行测量。这就不仅仅使得捕捉任何所想要点的折射率分布成为可能,而且可以绘制整根光纤的折射率分布图(通过测量很多个点)。在这次实验中,这项能力被应用在绘制从一边光纤的熔接点到另一边到另外一根光纤的折射率上。由于一些观察到的现象是左右熔接光纤的折射率分布的不同所导致的,所以这项特性对于本次研究有非常显著的帮助。
本文地址:http://www.iccsz.com//Site/CN/News/2020/12/02/20201202023956225780.htm 转载请保留文章出处
关键字: 光纤
文章标题:技术分享|不同种类单模光纤熔接后的外观和熔接质量之间的关系(一)
2、免责声明,凡本网注明“来源:XXX(非讯石光通讯网)”的作品,均为转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。因可能存在第三方转载无法确定原网地址,若作品内容、版权争议和其它问题,请联系本网,将第一时间删除。
联系方式:讯石光通讯网新闻中心 电话:0755-82960080-168 Right
- 设置首页 | 光通讯招聘 | 企业搜索库 | 广告服务 | 联系我们 | 保护私隐 | 公司介绍
Copyright ? 2009 ICCSZ.com Inc. All Rights Reserved. 讯石公司 www.iccsz.com版权所有 粤ICP备12008183号-1