技术分享|不同种类单模光纤熔接后的外观和熔接质量之间的关系(二)
回顾技术分享|不同种类单模光纤熔接后的外观和熔接质量之间的关系(一)http://www.iccsz.com/site/cn/News/2020/12/02/20201202023956225780.htm
5.光纤的折射率分布
对三种光纤组合熔接后的折射率分布都进行了测量。IFA-100的功能是不但可以测量每个光纤的折射率分布,还生成每次熔接的折射率分布图。
5.1 G.652.D和G.652.D熔接
图3展示了G.652.D单模光纤的折射率。纵坐标轴的零点代表了纯石英玻璃的折射率。
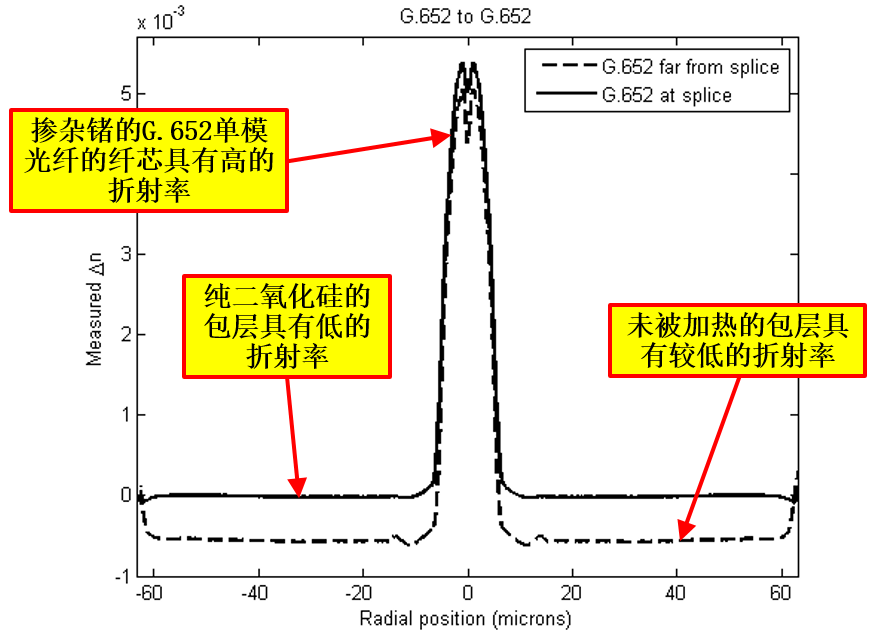
图3. G.652.D光纤的折射率分布
在图3里面,覆盖了两个G.652.D光纤的折射率分布。一个是测量了远离熔接点的数据,也就是没有受到熔接时被加热的部位。另一个测量的是非常接近熔接点,在熔接放电加热影响的区域内。接近熔接点光纤的折射率略微高于没有被加热的光纤。在纯石英光纤的包层区域尤其明显。当光纤在生产的过程中被拉长的时候,残留的应力会留在玻璃内,这样就降低了折射率。当光纤被熔接以后,加热放电会释放应力并且恢复到玻璃原始的折射率[4]。
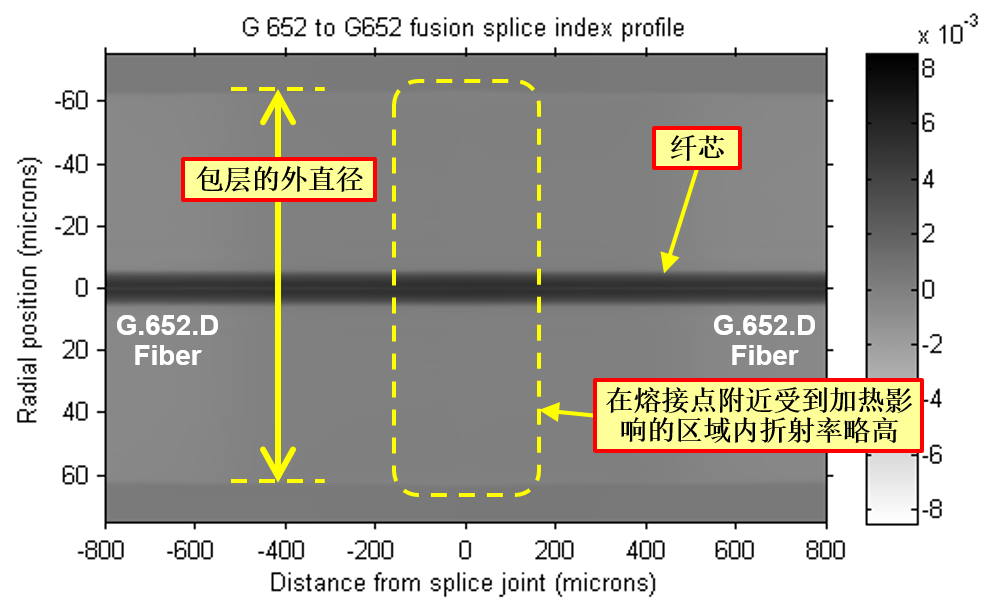
图4. G.652.D熔接后的成像灰度图
在上图展示了同一根G.652.D光纤进行熔接后的成像灰度图。从熔接点往左和往右各800μm的距离内,折射率的分布呈现间隔性。在这张灰色的图表里面,颜色越深代表折射率越高。纤芯位于光纤的中心可以很清晰的观测到。然而,由于拉伸导致的应力被释放,所造成的包层加热部分的轻微变黑,很难从这张灰色的图里面辨别出来。
5.2 G.652.D和G.654.C熔接
下面的图5展示了G.654.C和G.652.D两种光纤在熔接之后折射率分布的数据。
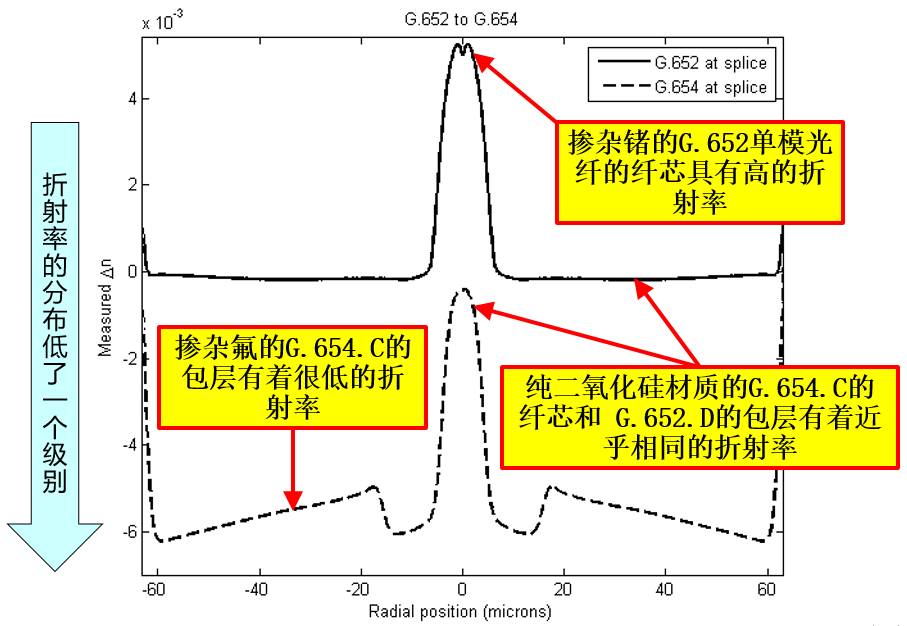
图5. G.652.D和G.654.C的折射率分布
图5里面的纵坐标轴被调整为可以展示两种光纤的折射率分布。很明显地可以看到G.652.D光纤的包层(纯石英)的折射率分布几乎和G.654.C光纤的纯石英纤芯的相同。由于G.654.C光纤的包层玻璃里面有明显的掺杂,所以其包层区域的折射率要远远低于G.652.D光纤。
图5也展示了两种光纤在熔接点附近受到加热影响区域的的折射率分布。在熔接加热的过程中,由于光纤拉丝过程中产生的应力已经得到了释放。和G.652.D光纤本身进行熔接的情况相比较,在接近熔接点的部位折射率的分布和没有被加热的区域相比已经被提高。
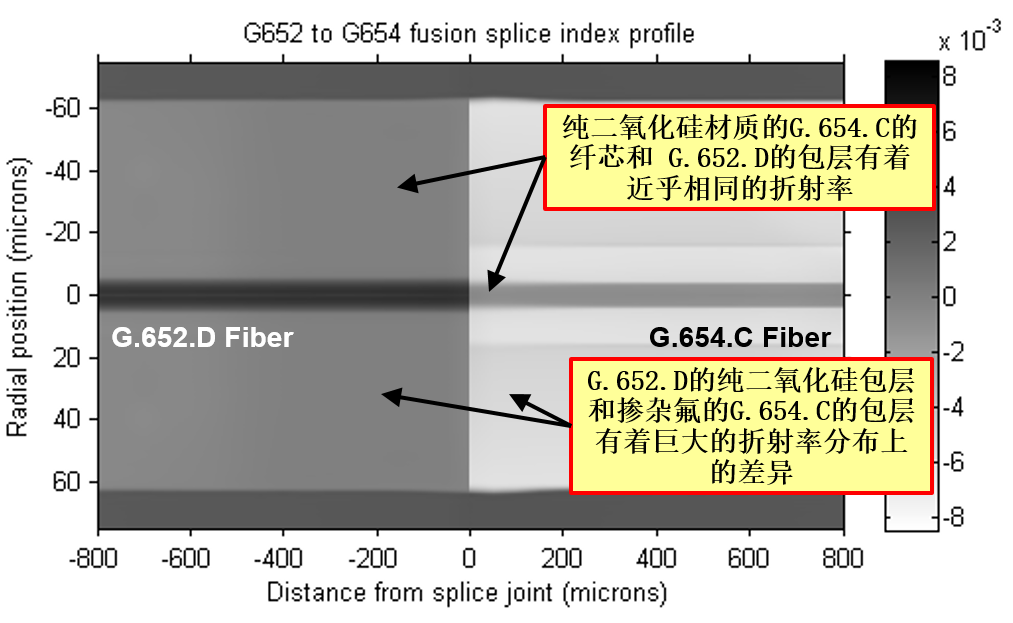
图6. G.652.D和G.654.C熔接后的成像灰度图
上图展示了G.652.D光纤和G.654.C光纤熔接后的成像灰度图,可以很清晰的看出两种光纤折射率的巨大反差。这张灰色的图表也展示了G.654.C光纤的纤芯(纯石英)和G.652.D光纤的包层有着近似的折射率。
5.3 G.652.D和G.655.D熔接
G.655.D光纤和G.652.D光纤的折射率分布表示在图7之中。
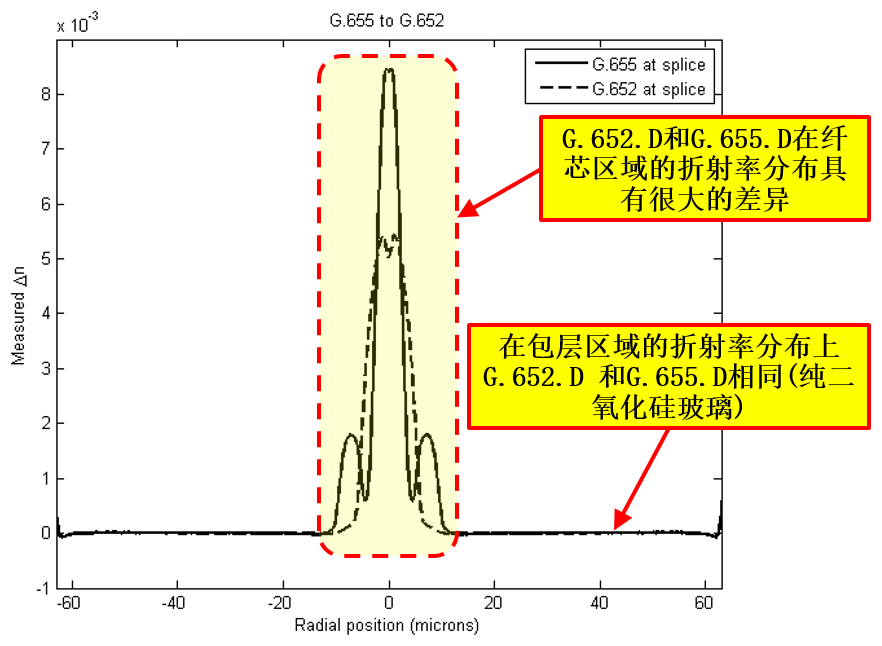
在这种光纤组合的情况下,两种光纤的包层部分大多数都是由纯石英组成,因此包层区域有着相同的折射率。
然而,由于G.655D在纤芯有着比G.652.D更加复杂的折射率分布,包括在纤芯的周围有着一个环形的结构,产生了除了纤芯以外的第二个折射率高于包层的区域。
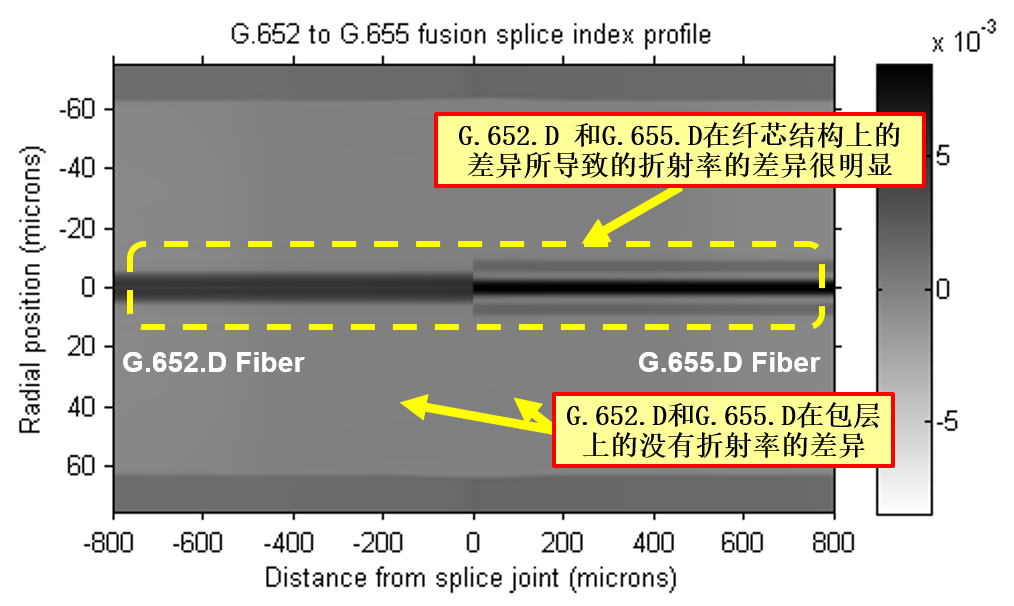
图8. G.652.D光纤和G.655.D光纤熔接后的成像灰度图
在图8里面同样可以看到G.655.D光纤在纤芯区域和G.652.D光纤在折射率分布上的区别。
6.使用侧面对准系统熔接
侧面对准系统(PAS)是真正能够进行纤芯对准的熔接机所普遍采用的方法。对这一系统进行阐述对理解本次研究的结果有很大的帮助。
6.1 侧面对准系统的架构
一台PAS熔接机需要使用两套互相垂直的光学分析路径来观测光纤。这两套光学观测的轴是垂直于光纤的轴向,并且一般被称为“X”轴和“Y”轴(相对的“Z”轴代表光纤的轴向)。图9展示了所描述的系统。
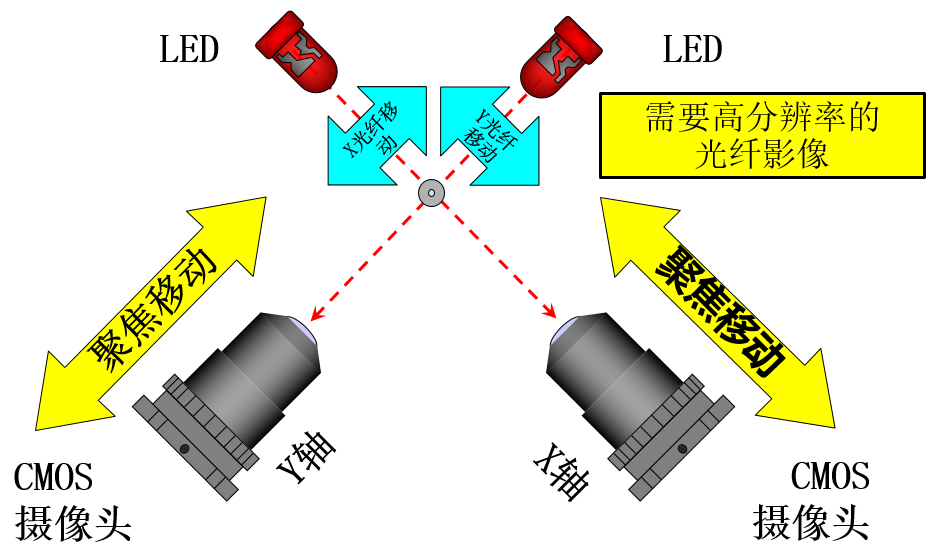
图9. PAS熔接机光学系统
每一个光学轴在光纤的一边都配备了一个高分辨率的摄像头和物镜,并且在光纤的远端有照明用的LED灯,以提供穿过光纤侧面(或者是上面和下面)的校准光。摄像头和物镜配备了可以移动的功能以进行精确地对焦,这对于光纤纤芯的侦测和校准非常重要。在进行熔接的时候,左边和右边的光纤会被放进熔接机的校准V形槽内。为了能够校准光纤的纤芯(或者包层),通常一侧的V形槽可以在“X”方向进行高精度的移动,而另一侧可以在“Y”方向进行移动。因此动作过程得到了观测,并且可以通过分析“X”和“Y”观测轴的影像来进行控制。
如果(a) X/Y的动作得到精确地控制(包括摄像头的聚焦动作),(b) 光学系统的分辨率足够,(c) 对准的计算是准确无误的话,就可以实现在0.1μm以下的纤芯对准。
6.2 照明光的折射
当校准光从照明LED射入光纤的时候,会发生一定角度的弯曲(折射),折射的角度取决于空气和玻璃之间折射率的不同以及入射角度。因此,进入光纤的照明光在经过包层外围边缘的时候,由于有着较大的入射角度所以比起其他位置会产生较大的向内的折射。实际上,由于光纤的包层比空气有着更高的折射率,照明光会朝着光纤的中心呈现出径向的扇形分布。这一现象被表现在图7内。为了清晰可见,仅仅展示了单一观测轴, 并且水平横向进行展示。
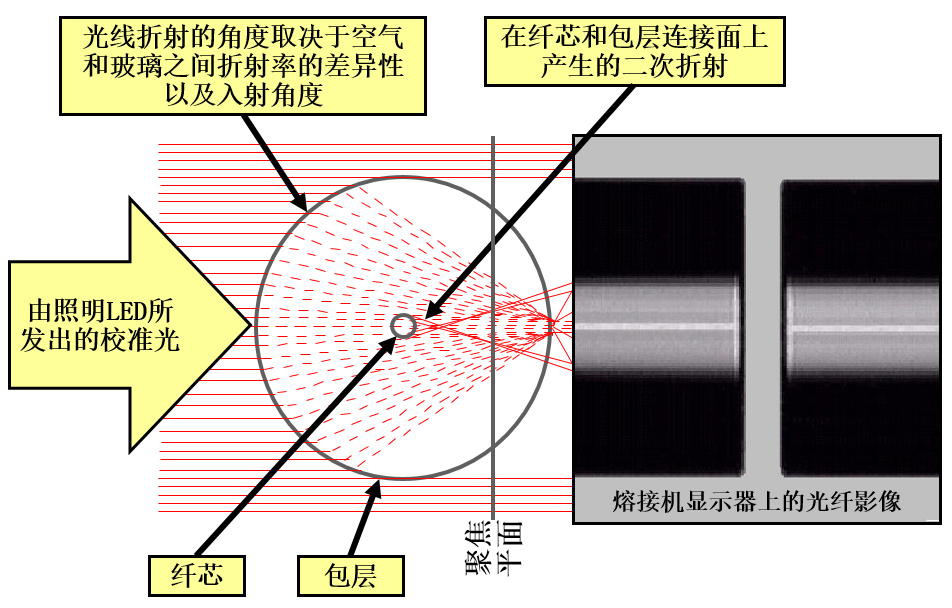
图10. 照明光
当照明光通过光纤的时候,光通路会在的折射任何有不同折射率的地方发生弯曲。在图7里面展示了具有非常简单折射率结构的G.652.D单模光纤。在这种情况下,折射率唯一额外的变化就在于纯石英的包层和具有较高折射率的掺杂锗的纤芯之间。在这一点上,光会发生二次折射。折射现象会再次朝向中心呈现向内的径向分布。
摄像头和物镜聚焦平面的位置需要进行优化以获得能够辨别单模光纤的纤芯和包层之间具有差别的影像。在光纤的影像内(显示在图7里面的右侧),从熔接机LED射出的照明光射入光纤之后会发生向内的弯曲,然后汇聚在光纤的中心。于是,光纤影像的外面部分会呈现为完全的黑色。通常来说,聚焦位置需要被选择在照明光的集聚范围占光纤直径的25%左右的位置。
照明光在光纤纤芯和包层界面上的二次折射会在接近明亮区域(光汇聚的区域)中心的位置上产生峰值极高的光亮。侦测峰值亮度的位置可以用来指示光纤的纤芯。
6.3 光亮强度的分布
图11展示了从熔接机上的摄像头影像里面取得的单一垂直扫描线条,是一个具有代表性的光亮强度分布。垂直扫描的线条被水平地绘制,纵轴表现的是相对亮度。因此照明LED的背景亮度显示在光亮强度分布图的左侧和右侧。在光亮强度分布图的中间亮度区域,可以看到在纤芯的位置有着亮度的峰值,相对的外部边缘完全黑色的区域就代表了外包层。
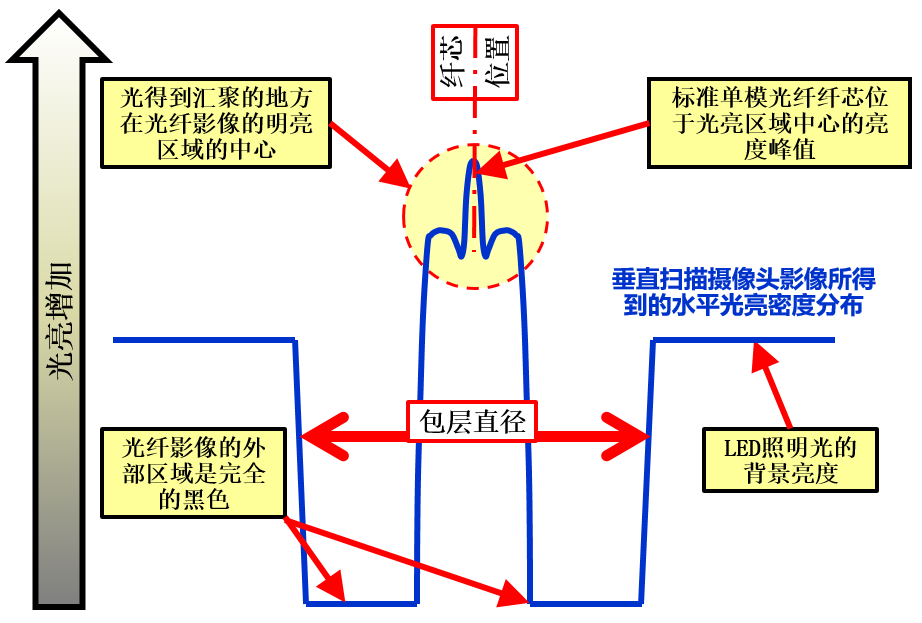
图11. PAS光亮密度分布
6.4 使用PAS进行纤芯对准
图11里面的光亮强度分布是简单而且理想化的。一个实际的光亮强度分布可能有明显的干扰以及某些对称性的缺失。在实际的应用中,为了提供精准的纤芯对准,会扫描包括左侧的光纤和右侧光纤,以及X轴和Y轴的多条垂直线条。
而且,基于光纤的种类,光亮强度分布在中间光亮区域可能更加复杂。在某些情况下存在多个局部的光亮峰值。这一般都是因为光纤有着更加复杂的折射率分布,例如光纤具有环形的结构。这就使得达成高精度对芯所需的分析变得复杂化。
在实际的应用中,虽然PAS的概念是相对简单的,但是在一个信赖性高并且可以再现的前提下,要成功地应用PAS的方法来提供正确,可靠并且高精度的纤芯对准是很困难的。分析和对准的运算方法必须被精密合理地设计,以处理光纤上的灰尘,各种不同种类光纤在折射率分布上的差异(会造成光亮强度分布上的差异)补偿光纤纤芯和包层之间的偏心率(因为在放电熔接的时候,由于表面张力的所用,被加热和处于半融化状态光纤的包层会向中心运动),以及其他情况所带来的影响。实际上很多声称是可以提供纤芯对准的熔接机实际上不能做到。
7.熔接的结果
7.1 在熔接机显示器上的熔接后外观
图12, 13和14分别展示了使用IFA-100捕捉,并使用油浸显微镜得到的三种光纤熔接组合的影像和在具备PAS光学系统的熔接机上取得的熔接后光纤的外观,并且被显示在熔接机上的LCD显示器上。
接下来看一下G.652.D光纤和其自身进行熔接后的外观,在图12里面,显示的是使用显微镜观测的影像,可以看到两边的光纤没有什么分别,仅仅在熔接点的位置有些微的差别,PAS熔接机显示器上面的影像也与其相似,左侧和右侧光纤的对芯情况良好,说明实现了两根光纤的精确对准。
图12. 同种G.652.D熔接后的光纤外观
G.652.D和G.654.C熔接后的外观如图13所示。可以看到在显微镜下,熔接点的位置有明显的竖直线条,在左侧也就是G.652.D的位置表现为明亮的条纹,而在右侧G.654.C的位置表现为黑暗的条纹,刚刚已经介绍了两种光纤折射率分布存在差异的时候,光在通过的时候会发生横向的折射,在这个例子里面光朝向折射率分布更高的G.652.D光纤的方向,也就产生了这样明暗相间的竖直条纹,在PAS熔接机的画面上也有相同的现象。
图13. G.652.D和G.654.C熔接后的外观
图14展示了G.652.D和G.655.D熔接后的光纤影像。在显微镜的影像里面也体现出了G.655.D在纤芯区域的复杂结构,除此之外在光纤的熔接点纤芯的位置上,由于同样存在折射率分布上的差异,所以也会产生横向的折射,可以看到和刚刚G.654.C光纤类似的明暗条纹,而且更加复杂,在PAS熔接机的画面上也有相同的情况。
图14. G.652.D和G.655.D熔接后的外观
7.2 在PAS熔接影像内的横向折射
所造成的影响
第6章(特别是第6.1节)解释了由于PAS熔接机的照明光会发生径向的折射,所以会射向光纤轴的中心。这使得通过将光束聚集在光纤影像中心的方式,来侦测和校准光纤的纤芯成为可能。前文已经提到过,从光纤熔接机LED射出的照明光会发生一定角度的径向折射,折射的角度取决于光折射点的折射率的巨大差异,以及发生折射率变化点的入射角度。
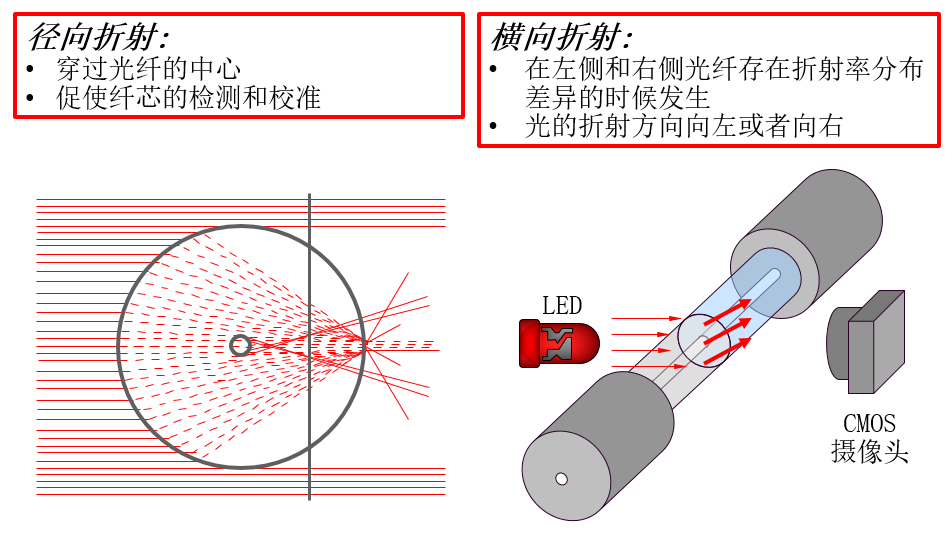
图15. 光线的径向折射和横向折射
照明光的横向(相对于轴向)折射也是有可能发生的,而且会在任何横向折射率有变化的位置发生。如果两根具有不同折射率分布的光纤被熔接到了一起,在光纤熔接到一起的位置会存在横向折射率的差异。在这一界面上,光会向折射率更高的方向发生折射。
图16说明了PAS熔接机照明光发生的横向折射。在这个例子里面,右侧的光纤具有更高的折射率,因此接近熔接点的照明光会发生折射,并且在折射率较高的右侧汇聚成一条明亮的竖直线条,相应的左侧会产生黑暗的线条。
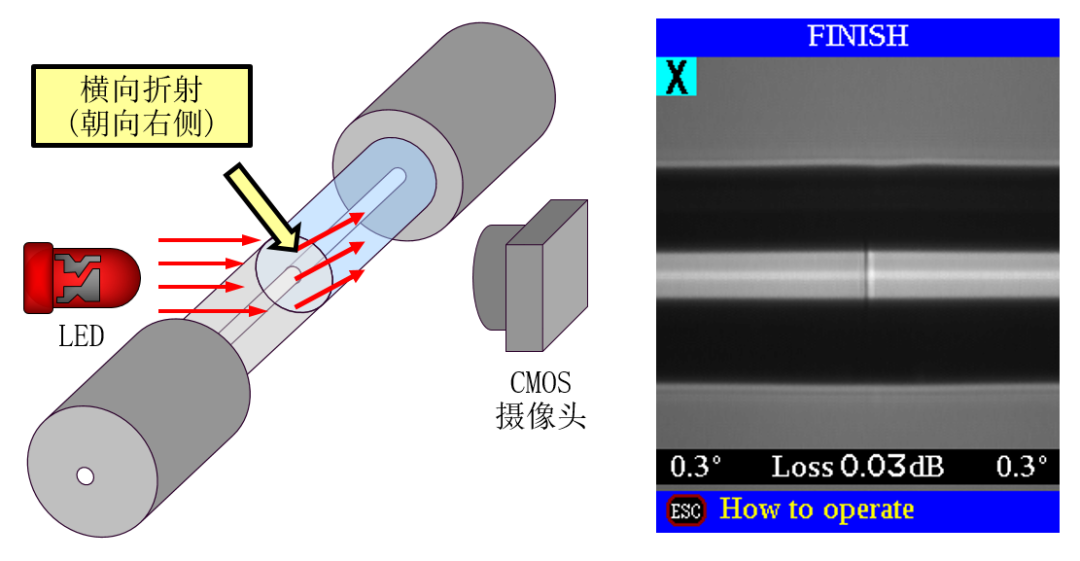
图16. 照明光的横向折射
在图16所描述的熔接后的光纤影像里面,右侧的光纤是一根普通的G.652.D单模光纤。左侧的光纤影像所表示的是一根G.657.A2弯曲不明感光纤。G.657.A2光纤有一个环绕纤芯的低折射率的环,其增加了纤芯和包层的反差,正因为这样才提供了超低的弯曲损耗。低折射率的环和具有标准折射率的G.652.D光纤的纯石英玻璃相比具有很大的反差。这一折射率的反差导致了PAS熔接机的照明光,会在G.657.A2光纤具有低折射率环的包层区域,向右侧G.652.D光纤的方向发生横向的折射。在熔接点上面,由于光被折射并且被汇聚到了具有更高折射率的G.652.D光纤的右侧,这种横向的折射会造成在左侧的黑暗线条。因为横向折射仅仅发生在G.652.D光纤的纯石英包层和有低折射率环的G.657.A2光纤所产生反差的情况下,这足够证明在PAS熔接后的光纤影像的中心明亮区域内,那是让很多熔接点发生模糊的竖直条纹的成因。
在5.2节里面已经提到过了,G.652.D光纤和G.654.C光纤在折射率分布上具有极大的差异。实际上,G.654.C的整个折射率分布都在G.652.D之下,这一现象可以在图5里面清楚的看到。G.652.D光纤和G.654.C光纤之间的巨大反差在图6的灰色图表里面表现的更加明显。
由于G.652.D光纤在任何点的折射率分布都高于G.654.C光纤,从PAS熔接机的LED射出的照明光会朝着G.652.D光纤的方向横向地折射。这可以在图13里面的熔接后光纤的影像里被明显的看到。在这个例子里面,因为整个G.654.C光纤的折射率分布都低于G.652.D光纤,在两种光纤汇聚的横截面会产生朝向G.652.D光纤的横向折射。因此,会在熔接点产生一条非常尖锐和显著的竖直线条,在G.654.C光纤的一侧表示为黑色,而在G.652.D光纤的一侧表示为明亮。
在G.652.D光纤和G.655.D光纤进行熔接的时候,两种光纤在折射率分布上的不同比起G.652.D光纤和G.654.C光纤的组合,没有那么明显。在之前的章节里面已经提到过,在图7里面折射率分布图里面,G.655.D光纤在纤芯的周围有一个环形的结构,尽管折射率低于中心的纤芯,但是相比于纯石英的包层区域其具有更高的折射率。总的来说,相比于G.652.D光纤G.655.D光纤在纤芯的中心有着更高的峰值折射率,并且在纤芯的峰值周围具有环状的折射率上升,这是在G.652.D光纤的折射率分布里面所没有的。尤其,在和G.652.D光纤熔接之后,G.655.D光纤的折射率上升环会和纯石英包层相邻并产生反差。在图14里面,G.652.D和G.655.D熔接后的光纤影像在熔接点位置并没有显示出明显的竖直条纹,只是在PAS影像的中心纤芯明亮区域的上面和下面依稀可见一条轻微的线条或者阴影。由于G.655.D光纤在折射率分布里面有着上升的环,从低折射率的纯石英包层射入的光,会朝向高折射率的G.655.D光纤发生横向地折射。所以在PAS熔接机的影像里,阴影正好是位于纤芯峰值的上面和下面,井且在G.652.D光纤的左侧表现为黑暗,在G.655.D光纤的右侧变现为明亮。
7.3 熔接损耗的结果
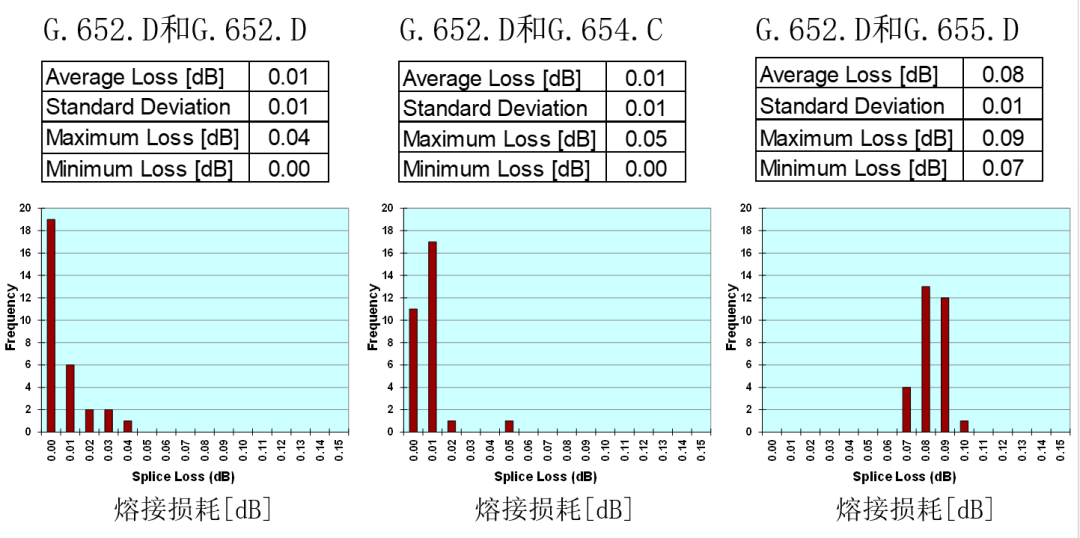
图17. 熔接损耗的结果
从上图可以看到G.652.D自己进行熔接的损耗极低,平均值是0.01dB,G.654.C和G.652.D进行熔接的损耗几乎和G.652自身熔接的相同,G.655.D和G.652.D的熔接损耗比起另外两种要高不少,和之前进行估算的结果接近,可以将其理解为两种光纤模场直径之间的差距所造成的。
7.4 熔接强度的结果
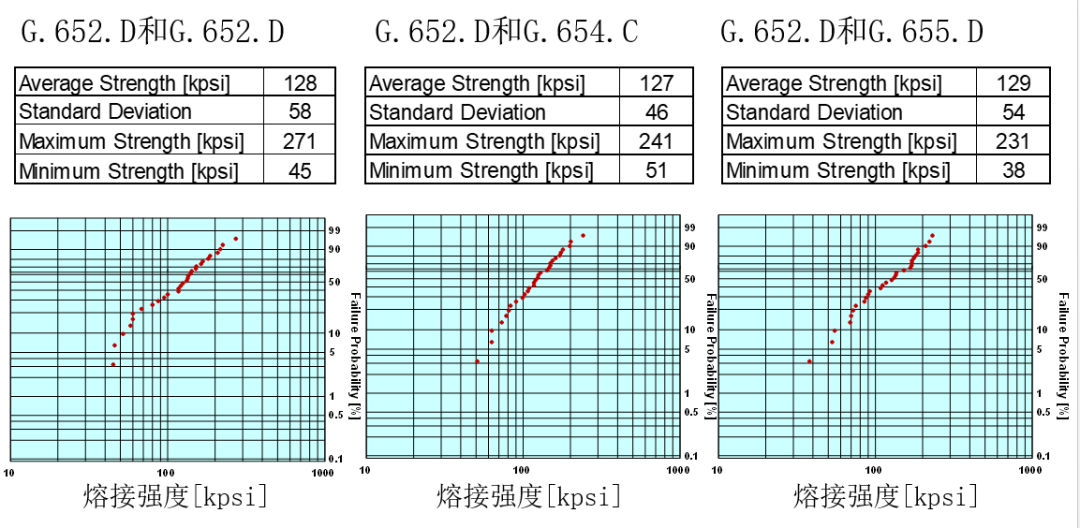
图18. 熔接强度的结果
可以看到即使三种光纤在玻璃的结构上存在很大的差异,但是熔接后的强度并没有明显的区别。
7.5 熔接结果的总结
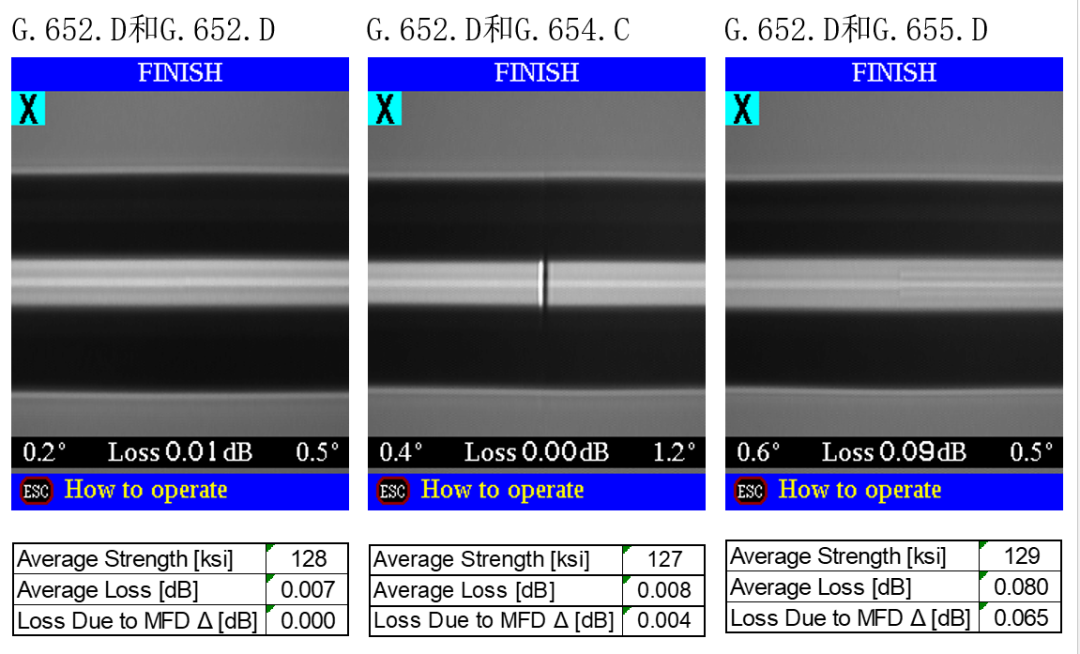
图19. 熔接机显示的图像
可以看到虽然在进行不同种光纤熔接的时候,在熔接机上看到的图像与同种光纤相比有很大的差异,但是除了模场直径差别较大的G.655.D光纤以外,在熔接的损耗上几乎没有差别,G.654.D和G.654.C熔接时候虽然有很明显的线条,但是熔接损耗还是很低,G.652.D和G.655.D熔接的时候,线条不是很明显但是熔接的损耗却更高,另外三种情况下熔接后光纤的强度也相差无几。
7.6 同种G.654.E光纤熔接
另外,今年由于中国电信在上海到广州铺设G.654.E的实验光缆,我们也收到了很多关于G.654.E光纤熔接的问题,在最后增加一页特意说明一下。同种G.654.E光纤熔接后的条纹和之前我们说明的几种情况有所不同,不属于明暗交错,在其熔接点呈现出的是明暗对称的情况。按照之前的理论,明暗条纹的出现是由于两边光纤折射率的变化,但是为什么两边是同种类光纤的情况下仍然会有明暗条纹的产生呢。首先一种可能是在主放电的过程中,光纤内部的掺杂氟部分扩散到了外部,从而造成了折射率的变化,但是通过对单根G.654.E光纤光纤放电我们发现其结构很稳定,并不会因为加热而变化,所以真正的原因应该是两侧光纤接触之前会先进行预放电以融化端面,由于掺杂氟部分的熔点远低于其他二氧化硅部分,会快速融化,使得两侧光纤之间形成了一段成分以及折射率不同于其他部分的区域,因此其两侧都会产生横向折射,呈明暗对称的现象,同样也是一种光学的现象不会对损耗和强度产生影响。
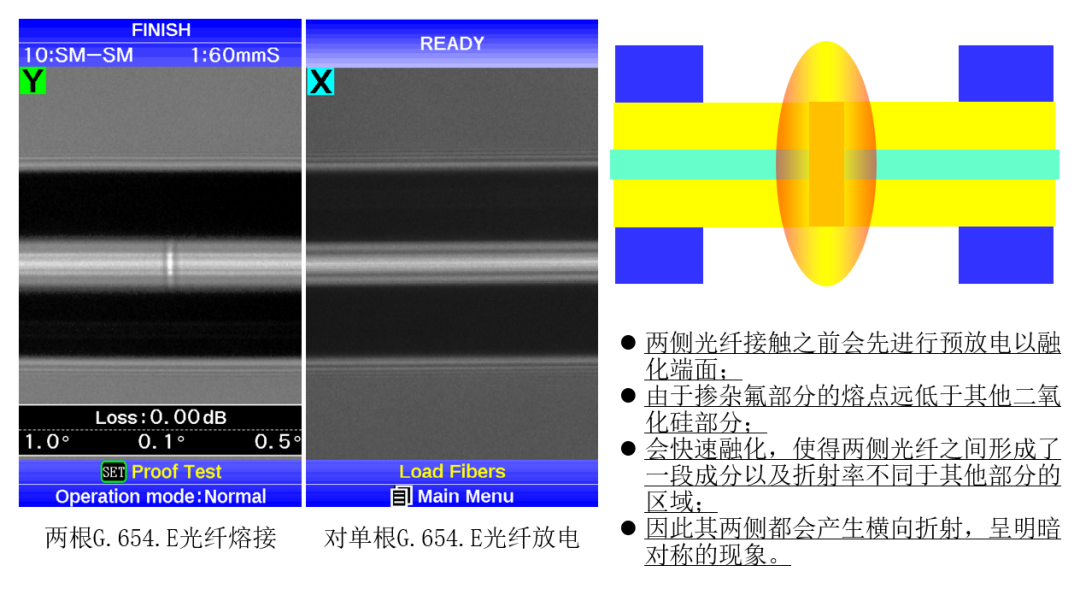
图20. 同种G.654.E熔接后的外观
8.结论
8.1 在熔接中产生的气泡以及气泡的报警
下面的图5展示了G.654.C和G.652.D两种光纤在熔接之后折射率分布的数据。
在熔接机上面显示出来的气泡报警,有可能由真实存在的气泡造成的,也有可能是由某些在熔接图像上的黑点或者是竖直线条造成的。
虽然在熔接影像上的可见线条有可能会造成气泡报警,但是操作人员可以把在熔接点的竖直线条(由于左右光纤型号不同所造成)和黑点,或者是由光纤包层扭曲变大所造成的气泡区分开来。
对于很多精密的熔接机来说,气泡报警的阈值都是可以调节的(也就是降低灵敏度),这样竖直的线条就可能不会触发气泡报警,但是体积较大的黑点仍然会发生报警以提醒操作人员注意气泡的产生。
如果气泡报警是由在熔接点的竖直线条造成的话,(如果是对不同种的光纤进行熔接的情况下)操作人员可以很简单的忽视报警,或者是调节气泡报警的阈值。
如果在熔接影像上的黑点触发了气泡报警,并且黑点是圆的或者是不规则的形状(而且不是由不同种光纤熔接所造成的竖直线条),这就有可能是真实的熔接不良,会造成非正常的损耗变大。
如果产生了黑点(而且不是由不同种光纤熔接所造成的竖直线条)而且在熔接机的X和Y摄像头的影像里面都可以被观察到,那么这个不良可能就在光纤的中心位置或者是靠近中心位置,并且很可能是一个真实存在的气泡或者是熔接不良。在这种情况下,熔接的损耗可能会很高,所以需要断开熔接点重新进行熔接。
如果黑点仅仅出现在熔接机的X摄像头的影像或者是Y摄像头的影像里面,黑点的成因可能是在光纤的表面而不是会造成损耗变大的光纤中心位置。在这种情况下,通过使用再次放电的功能可以帮助判断这次熔接是否存在问题。如果进行多次再放电之后黑点被放大,这是由陷在光纤内部的气体受热膨胀所造成的,说明这是一个真实存在的气泡。在这种情况下,光纤需要进行再次的熔接。如果黑点的尺寸变小了或者消失了,说明黑点是由光纤表面的异常所造成的,并且不太可能造成损耗的变大。
为了避免气泡以及其他可能会在光纤影像上产生黑点的因素,需要保养熔接机的电极棒以校正合适的放电功率,而且也需要正确地保养切割刀。除此之外,在对光纤的切割完成之后,需要小心的取出光纤以防止切割后的光纤在放入熔接机的时候沾染污染物。
8.2 在熔接影像内的竖直线条
本次研究是对在两种不同单模光纤进行熔接的时候,熔接点上的可见竖直线条,不能被看做有力的影响熔接损耗和强度的证据这一论点进行论证。
任何在两种光纤的折射率分布上存在的巨大的不同或者差异,在被熔接一起之后都有可能在熔接点上面产生竖直的线条或者阴影,并且可以在光纤熔接机显示器上的光纤影像上面表示出来。
线条或者阴影是由光纤熔接机LED照明光在发生横向折射之后产生的。照明光会朝着具有较高折射率光纤的方向(或者是光纤内的特性)发生折射。
线条和阴影的级别取决于两种被熔接光纤之间折射率分布的差别大小。因此,掌握两种光纤在折射率分布上差异可以对预测这种线条带来帮助。
在使用高分辨率光学系统的熔接机上面,线条可能非常容易被注意到,例如使用了PAS系统以提供高精度纤芯对准的熔接机。
虽然光纤熔接机光学系统所提供的的照明光,会由于两种光纤熔接后所产生的折射率分布上的差异而发生折射,但是光学信号的传播被没有受到影响。所以两种光纤折射率的差异性不会影响到熔接损耗。
虽然折射率分布和在熔接后产生的竖直的线条不能作为预测熔接损耗的依据,但是两种光纤在MFD上的区别却能够很好地和熔接的损耗相关联。特别在使用真正具有纤芯对准能力的高精度光纤熔接机对两种不同模场直径光纤进行熔接的时候,由于MFD不匹配所产生的影响占据着主导地位。
两种光纤在折射率分布上的不同,以及MFD的不匹配都不会对熔接后光纤的强度产生影响。
9.鸣谢
作者感谢Interfiber Analysis LLC的Andrew D.Yablon,协助了折射率分布的测量,以及提供了本次研究中使用到的油浸显微镜的影像。
10.作者
参考文献
[1] EIA/TIA-455-28B,“Method for Measuring Dynamic Tensile Strength of Optical Fiber”
[2] EIA/TIA-455-167,“Mode Field Diameter Measurements inthe Far Field”
[3] A.D.Yablon,“Multi-Wavelength Optical Fiber Refractive Index Profiling by Spatially Resolved Fourier Transform Spectroscopy”,IEEE Journal of Lightwave Technology Volume 28,Number 4(February 2010),pp.360-364.
[4] A.D.Yablon,M.F.Yan,P.Wisk,F.V.DiMarcello,J.W.Fleming,W.A.Reed,E.M.Monberg,D.J.DiGiovanni,J.Jasapara,and M.E.Lines,“Refractive Index Perturbations in Optical Fibers resulting From Frozen-In Viscoelasticity”,Applied Physics Letters Volume 84,Number 1(anuary 5,2004),pp.19-21.
本文地址:http://www.iccsz.com//Site/CN/News/2020/12/02/20201202031259020462.htm 转载请保留文章出处
关键字: 光纤
文章标题:技术分享|不同种类单模光纤熔接后的外观和熔接质量之间的关系(二)
2、免责声明,凡本网注明“来源:XXX(非讯石光通讯网)”的作品,均为转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。因可能存在第三方转载无法确定原网地址,若作品内容、版权争议和其它问题,请联系本网,将第一时间删除。
联系方式:讯石光通讯网新闻中心 电话:0755-82960080-168 Right
- 设置首页 | 光通讯招聘 | 企业搜索库 | 广告服务 | 联系我们 | 保护私隐 | 公司介绍
Copyright ? 2009 ICCSZ.com Inc. All Rights Reserved. 讯石公司 www.iccsz.com版权所有 粤ICP备12008183号-1