硅光那些事儿:Kaiam的100Gbps硅光CWDM4
作者:Dr Alpha,文章来源:硅光那些事儿
最近和朋友聊天说到800G器件封装解决方案的话题时,大家不约而同想到了Kaiam。
作为曾经占据市场大份额辉煌业绩的公司,它从巅峰迈入低谷走向破产竟只有短短一年时间,实在令人感慨万千。 昔日荣耀不复存在,让笔者万分唏嘘于Kaiam的技术平台本可以在200G/400G/800G可插拔光模块市场大放异彩,却因为一个决策失误止步于100G CWDM4。 Kaiam的100G CWDM4有两大特点:MEMS技术和PLC技术
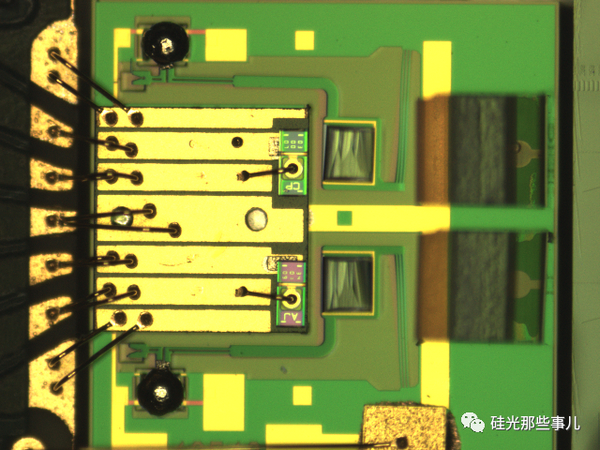
下图中部那颗黑色的,横跨整个模块的芯片便是PLC芯片,Mux和Demux单片集成,
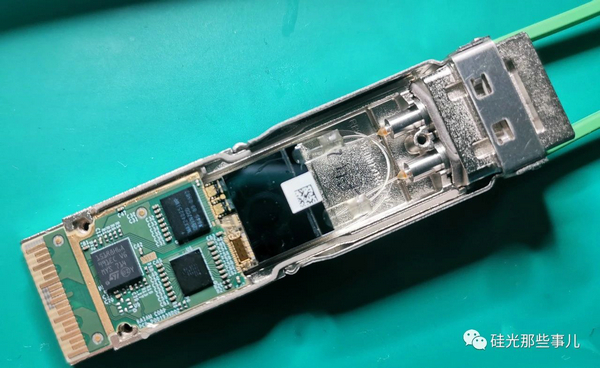
不得不说:家里有Foundry,芯片、面积都不是事儿,梦想有多大舞台就有多大,至于成本,不再考虑的,轻松降稳!
ROSA方案
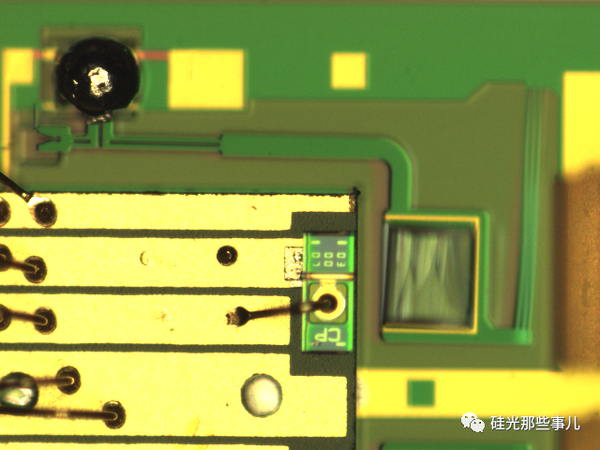
Kaiam的100Gbps CWDM4光模块ROSA端,采用硅基AWG芯片,分离四个波长信号光,
PD为面接收型的III-VI族PIN,并利用陶瓷基板实现90°竖立收光。 电芯片是两颗:TIA和CDR芯片,其中CDR是MACOM的M37046G。
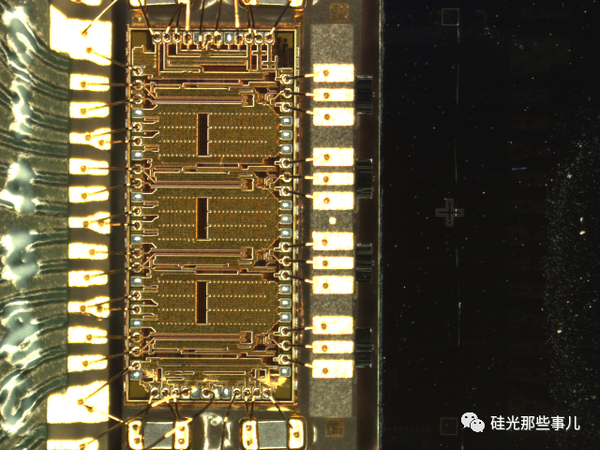
四颗分立的PD芯片,贴在一块陶瓷基板上,并在陶瓷基板上实现90°偏转竖立。 其优点在于:PLC芯片的四路信号光可以直接耦合进入PD,而不需要额外透镜做耦合,
工艺简单,能够节省成本。 其缺点在于:90°走线的陶瓷基板在当时,国内厂商还做不了,只有日本的一些商家能做好,
成本较高,迭代周期很长,不能很好地配合市场降成本。 在笔者看来,这个方案还是不及45° Rx AWG芯片与PD直接耦合。 TOSA方案
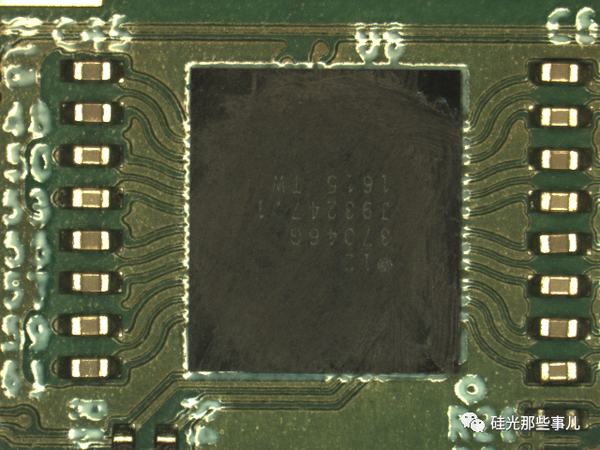
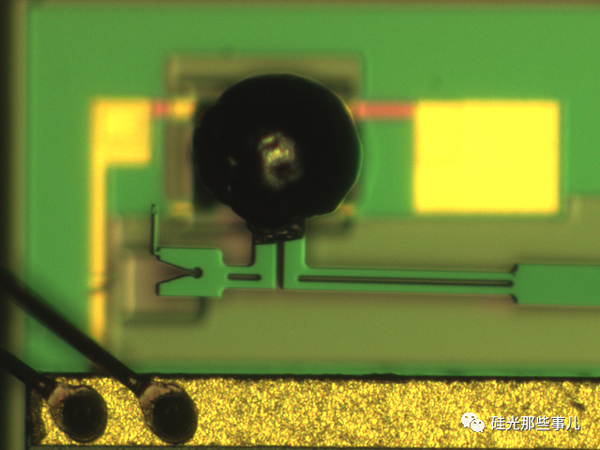
Kaiam的100Gbps CWDM4光模块TOSA端,采用的是四颗DML芯片,每一路用单透镜耦合,
经过隔离器后进入PLC芯片,公共端耦合一个FA实现输出。 每一颗COC(Chip On Carrier)基板上贴装了两颗DML芯片,总共有两颗COC基板。 电芯片为MAXIM的MAX24025IMP,单片集成了Driver和CDR。
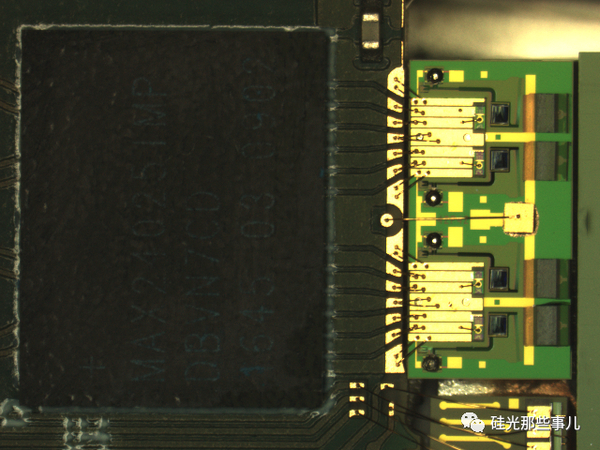
TOSA端的耦合装置采用了MEMS技术。
MEMS技术制作的MESM基板上,有两颗COC基板,四颗透镜,四颗隔离器。 透镜贴在一个可以自由活动的臂上,通过调节这个臂,便可以实现DML到PLC芯片的耦合,
一旦耦合好,便用MEMS基板上的电阻加热锡球,用锡来固定臂。
这种耦合技术有多个好处: 1、物料少成本低
相比传统的多块陶瓷基板组合方案,只使用了一块MEMS基板,物料更少,管理更方便;
MEMS技术平台一次性做出的基板,一致性/可靠性/成本都有优势;
由于不需要直接夹持透镜,因此透镜也可以做的很小,目测这款透镜的成本应该远远小于1美金。
2、工艺简单可靠
整个耦合流程,仅仅在透镜粘接处用了胶水,且这一处的胶水厚度无需控制,可以尽可能做的薄,可靠性更高。
而固定臂的材料是锡,稳定性非常高,抗水性强不怕腐蚀;
3、拓展能力强
在更高速率的应用中,只需要更换激光器芯片便可以了,工艺流程/产线设备/员工技能,均能够平滑过渡;
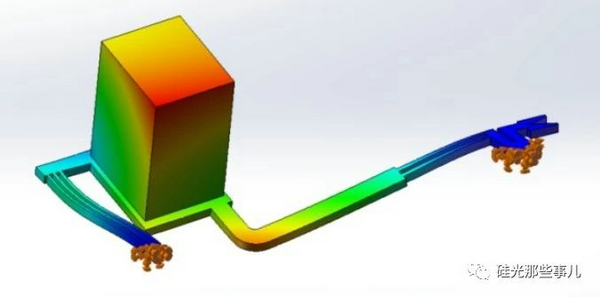
甚至在8通道应用中,该耦合平台也有很大拓展空间。 但是,这种耦合技术也有个问题:谐振! 贴有透镜的臂在7~9KHz振动频率激励下,会发生谐振,导致光功率跳动,可能出现误码。 万物皆有谐振频率,这个问题其实也并不难解决: 1、明确客户使用环境
数据中心的震动不会太大,灰度测试中完全可以积累数据评估影响;
2、远离震源频率点
震动主要来源于风扇,可以通过更改工艺和设计,将臂的谐振频率调远离风扇等的震动频率,避免谐振。
本文地址:http://www.iccsz.com//Site/CN/News/2021/08/31/20210831065823044365.htm 转载请保留文章出处
关键字: Kaiam
文章标题:硅光那些事儿:Kaiam的100Gbps硅光CWDM4
2、免责声明,凡本网注明“来源:XXX(非讯石光通讯网)”的作品,均为转载自其它媒体,转载目的在于传递更多信息,并不代表本网赞同其观点和对其真实性负责。因可能存在第三方转载无法确定原网地址,若作品内容、版权争议和其它问题,请联系本网,将第一时间删除。
联系方式:讯石光通讯网新闻中心 电话:0755-82960080-168 Right
- 设置首页 | 光通讯招聘 | 企业搜索库 | 广告服务 | 联系我们 | 保护私隐 | 公司介绍
Copyright ? 2009 ICCSZ.com Inc. All Rights Reserved. 讯石公司 www.iccsz.com版权所有 粤ICP备12008183号-1